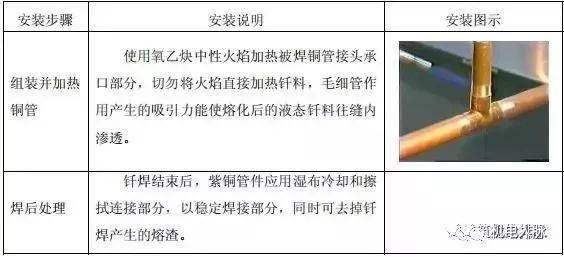
钎焊接头的安装须保证合适均匀的钎缝间隙,针对所使用的铜磷钎料,要求钎缝间隙(单边)在 0.05mm~0.10mm 之间。
对于套接形式的钎焊接头,选择合适的套接长度是相当重要的。 一般铜管的套接长度在 5mm-15mm,(注:壁厚大于 0.6mm 直径大于 8mm的管,其套接长度不应小于 8mm); 毛细管的套接长度在 10mm-15mm。
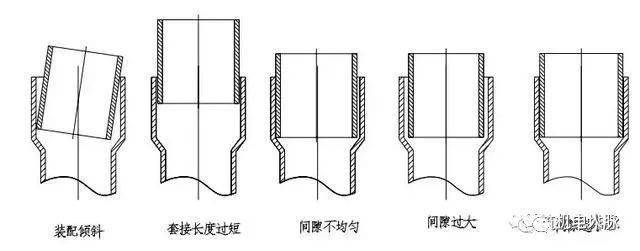
接头安装完毕后,应检验钎焊接头是否的变形、破损及套接长度是否合适,如图所示不良接头应力求避免,若出现不良接头应拆除重新安装后方可焊接。
确保冷却部品充分冷却,在钎焊的过程中,部品的非耐热部份最高温度不超过 120℃;便于操作,不影响钎焊质量和工作效率。
为了防止钎焊余热使非耐热部品的温度上升,钎焊完成后,必须将钎焊部品浸入水中或淋水进行冷却,使温度降至室温。
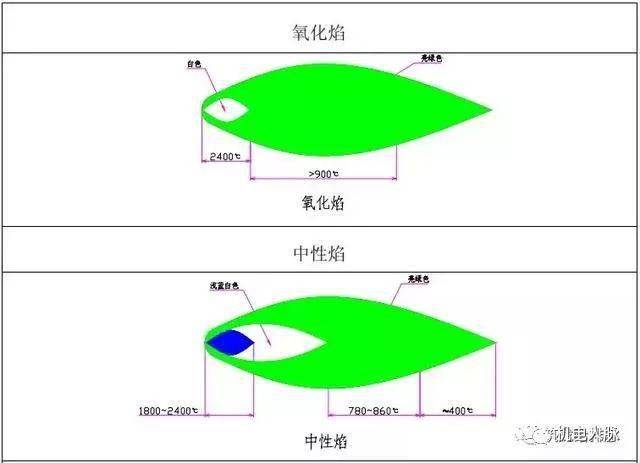
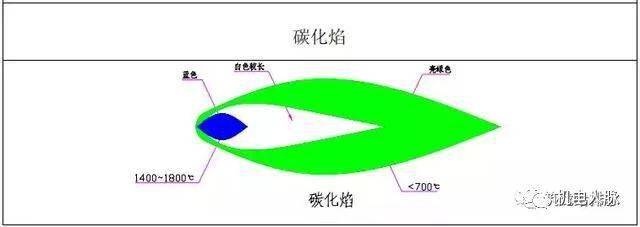
O2-LPG 气体火焰可根据氧气与 LPG 的混合比不同,有三种不同性质的火焰:氧化焰、中性焰和还原焰(亦叫碳化焰),三种火焰。氧化焰使用温度640-925°C,中性焰使用温度 3100~3150°C,碳化焰使用温度 1000~1500°C。
如图所示。当 O2 与 LPG 的体积比为 3.5 时为中性焰,小于 3.5 时为还原焰,大于 3.5 时则为氧化焰。
使用通用焊炬进行钎焊时,最好使用多孔喷嘴(通常叫梅花嘴),此时得到的火焰比较分散,温度比较适当,有利于保证均匀加热。焊炬及焊嘴的选择见下表:
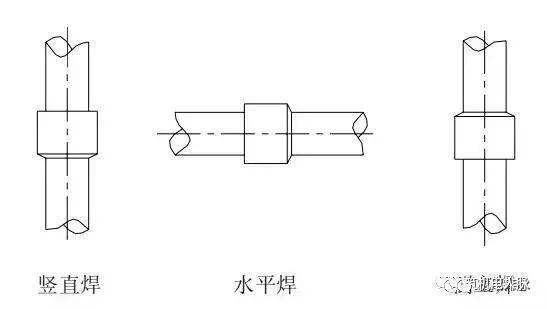
三种施焊方式,加热方法如下图所示,管径大且管壁厚时,加热应近些。为保证接头均匀加热,焊接时使火焰沿铜管长度方向移动,保证杯形口和附近 10mm范围内均匀受热,但倒立焊时,下端不宜加热过多,若下端铜管温度太高,则会因重力和铺展作用使液态钎料向下流失。
当铜管和杯形口被加热到焊接温度时呈暗红色,需从火焰的另一侧加入钎料,如果钎焊黄铜和紫铜,则需先加热钎料,焊前涂覆钎剂后方可焊接。 焊接时,可能出现焊料成球状滚落到接合处而不附着于工件表面的现象,可能的原因是:被焊金属未达到焊接温度而焊料已熔化或被焊金属不清洁。
焊后应清除焊件表面的杂物,特别是黄铜与紫铜焊接后应用清水清洗或砂纸打磨焊件表面,以防止表面被腐蚀而产生铜绿,自动焊接时应用最后一排枪喷出出气体助焊剂的氛围中冷却,防止高温的铜管在冷却过程中被氧化。
c)确认冷冻循环中是否没有高压空气、混合气体、冷媒等。如有,从接头或阀门处排出,确认循环内部没有压力;
原理:射线在穿透物质过程中会与物质发生相互作用,因吸收和散射而使其强度减弱。如果被透照物体(试件)的局部存在缺陷,且构成缺陷的物质的衰减系数又不同于试件,该局部区域的透过射线强度就会与周围产生差异。把胶片放在适当位置使其在透过射线的作用下感光,经暗室处理后得到底片。底片上各点的黑化程度取决于射线照射量,由于缺陷部位和完好部位的投射射线强度不同,底片上相应部位就会出现黑度差异。底片上相邻区域的黑度差定为“对比度”。把底片放在观片灯光屏上借助透过光线观察,可以看到由对比度构成的不同形状的影象,评片人员据此判断缺陷情况并评价试件质量。
原理:超声波探伤是利用超声波(频率高于 20kHz 的机械波)探伤材料表层和内部缺陷的无损检验方法。对焊缝进行超声波探伤,是利用焊缝中的缺陷与正常组织具有不同的声阻抗,声波在不同声阻抗的异质界面上会产生反射的原理来发现缺陷的。
原理:铁磁性材料被磁化后,其内部产生很强的磁感应强度,磁力线密度增大几百倍到几千倍,如果材料中存在不连续性(包括缺陷造成的不连续性和结构、形状、材质等原因造成的不连续性),磁力线会发生畸变,部分磁力线有可能逸出材料表面,从空间穿过,形成漏磁场,漏磁场的局部磁极能够吸引磁粉,形成在合适光照下目视可见的磁痕,从而显示出不连续性的位置、形状和大小。
原理:零件表面被试涂含有荧光染料或着色染料的渗透液后,在毛细管作用下,经过一定时间,渗透液可以渗进表面开口的缺陷中;经过除零件表面多余的渗透液后,再在零件表面施涂显象剂,同样,在毛细管作用下,显象剂将吸引缺陷中保留的渗透液,渗透液回渗到显象剂中;在一定的光源下(紫外线光或白光),缺陷处的渗透液痕迹被显示(黄绿色荧光或鲜艳红色),从而探测出缺陷的形貌及分布状态。
_吃瓜吧51">(2)焊接燃弧点位置如果燃弧位置过小时,背面成型焊缝有呈漏出现象不是熔合焊缝且成型焊缝两交界有明显的凹痕界线未有过渡熔合。当间隙过大时,即产生焊瘤,甚至焊穿无法正常成型,所以燃弧点位置掌握非常
(3)用月牙形横向摆动手法,在两边坡口处稍作停留运条焊接,当装配间隙大于 4mm 时,可采用月牙形增大往后回复弧度摆动手法,使背面焊缝能正常成型,可视对背部面焊缝的技术要求而定。
(4)根部击穿小孔在 0.5~1mm 范围内击穿小孔是确保背面焊透成型的重要方法,其根部击穿小孔,即可控制背面成型焊缝高度尺寸。
(5)层焊缝接头方法:应在弧坑前 2~3mm 处引弧后焊至弧坑前方边界时即把焊枪向下压 1~2mm使焊缝增加重力,背面焊缝接头处重新熔出接上,不会产生内凹或脱节现象,也可在弧坑上进斜削打磨,减薄弧坑也可接上。
(6)当管道焊接环形密封接头时,应先在已焊弧坑处用砂轮打磨一个斜度,当焊接此斜度时焊枪向下压 1~2mm即可接上背面成型焊缝无内凹和脱节现象。
(8)由于在坡口内焊接根部时,焊丝伸出长度会增加,此时焊枪导电与喷嘴内缩为 0.5~1mm 以便使焊接过程稳定。
(9)若使用混合气体,Ar+CO2 混合比 80%∶20%焊接可使焊接电弧更稳定和飞溅明显减少,且颗粒细小。
(10)由于采用短路过渡小电流低电压,规范焊接其焊机的外部接线必须牢固可靠尤其接工件回路线)采用反极性接法:即“-”接工件,“+”接焊枪,否则极点压力增大产生严重飞溅。
(13)合理选用焊丝直径,当板厚≤6mm 时,应使用焊丝直径 1mm,当板厚>6mm时,应使用焊丝直径 1.2mm,并根据不同空间位置焊接,调节最佳规范焊接。
(1)进行对焊时,必须进行适当的开口处理或者倒角处理,坡口根据钢管壁厚采用“V”型或“I”型坡口。管道坡口采用坡口机方式进行,坡口表面要求整齐、光洁,不合格的管口不得进行对口焊接。焊接 I、V型坡口形式及尺寸见下表(参考 GB/T 985.1-2008):
管道对口采用支架或者吊架调整中心,在没有引起两管中心位移的情况下保留开口端空间,管道对口时必须外壁平齐,用钢直尺紧靠一侧管道外表面,在距焊口 200mm 另一侧管道外表面处测量,管道与管件之间的对口,也要做到外壁平齐。
钢管对好口后进行点焊,点焊与第一层焊接厚度一致,但不超过管壁厚的 70%,其焊缝根部必须焊透,点焊位置均匀对称。
a 采用多面焊时,在焊下一层之前,将上一层的焊渣及金属飞溅物清理干净,并等管道自然冷却。各层引弧点和熄弧点均错开 20mm 或错开 30°角。
b 焊缝均满焊,焊接后立刻将焊缝上的焊渣、氧化物清除,每个焊缝在焊接完成后立即标记出焊工的标识。
c 管道焊接要选择适合的管道材质的焊条及电流,焊缝的焊接层数与选用焊条的直径、电流大小、管道壁厚、焊口位置、坡口形式有关。具体选用标准见下表所示。
d 焊条必须严格按国标及技术规范选用。焊条不得出现涂层剥离、污物、老化、受潮或者生锈迹象。焊条必须保存在专门的干燥的容器内。
e 在焊接工作过程中,必须采取措施防止因为漏电,电击,或者其它因素引起的火灾或者对人员的伤害。为了稀释有毒气体(例如锌的蒸汽),要准备好防护装置和进行充足的通风。

钎焊接头的安装须保证合适均匀的钎缝间隙,针对所使用的铜磷钎料,要求钎缝间隙(单边)在 0.05mm~0.10mm 之间。
对于套接形式的钎焊接头,选择合适的套接长度是相当重要的。 一般铜管的套接长度在 5mm-15mm,(注:壁厚大于 0.6mm 直径大于 8mm的管,其套接长度不应小于 8mm); 毛细管的套接长度在 10mm-15mm。
接头安装完毕后,应检验钎焊接头是否的变形、破损及套接长度是否合适,如图所示不良接头应力求避免,若出现不良接头应拆除重新安装后方可焊接。
确保冷却部品充分冷却,在钎焊的过程中,部品的非耐热部份最高温度不超过 120℃;便于操作,不影响钎焊质量和工作效率。
为了防止钎焊余热使非耐热部品的温度上升,钎焊完成后,必须将钎焊部品浸入水中或淋水进行冷却,使温度降至室温。
O2-LPG 气体火焰可根据氧气与 LPG 的混合比不同,有三种不同性质的火焰:氧化焰、中性焰和还原焰(亦叫碳化焰),三种火焰。氧化焰使用温度640-925°C,中性焰使用温度 3100~3150°C,碳化焰使用温度 1000~1500°C。
如图所示。当 O2 与 LPG 的体积比为 3.5 时为中性焰,小于 3.5 时为还原焰,大于 3.5 时则为氧化焰。
使用通用焊炬进行钎焊时,最好使用多孔喷嘴(通常叫梅花嘴),此时得到的火焰比较分散,温度比较适当,有利于保证均匀加热。焊炬及焊嘴的选择见下表:
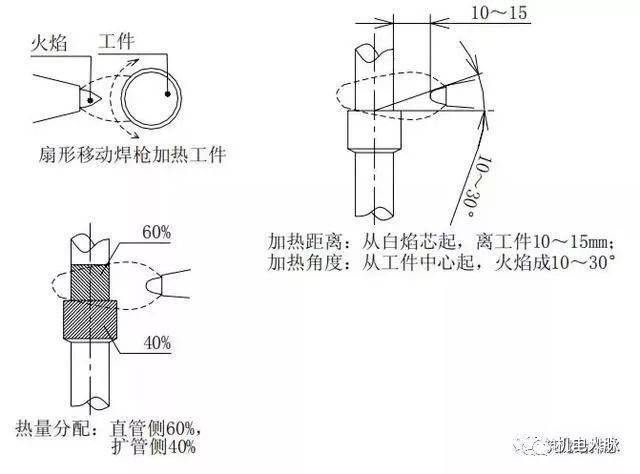
三种施焊方式,加热方法如下图所示,管径大且管壁厚时,加热应近些。为保证接头均匀加热,焊接时使火焰沿铜管长度方向移动,保证杯形口和附近 10mm范围内均匀受热,但倒立焊时,下端不宜加热过多,若下端铜管温度太高,则会因重力和铺展作用使液态钎料向下流失。
当铜管和杯形口被加热到焊接温度时呈暗红色,需从火焰的另一侧加入钎料,如果钎焊黄铜和紫铜,则需先加热钎料,焊前涂覆钎剂后方可焊接。 焊接时,可能出现焊料成球状滚落到接合处而不附着于工件表面的现象,可能的原因是:被焊金属未达到焊接温度而焊料已熔化或被焊金属不清洁。
焊后应清除焊件表面的杂物,特别是黄铜与紫铜焊接后应用清水清洗或砂纸打磨焊件表面,以防止表面被腐蚀而产生铜绿,自动焊接时应用最后一排枪喷出出气体助焊剂的氛围中冷却,防止高温的铜管在冷却过程中被氧化。
c)确认冷冻循环中是否没有高压空气、混合气体、冷媒等。如有,从接头或阀门处排出,确认循环内部没有压力;
原理:射线在穿透物质过程中会与物质发生相互作用,因吸收和散射而使其强度减弱。如果被透照物体(试件)的局部存在缺陷,且构成缺陷的物质的衰减系数又不同于试件,该局部区域的透过射线强度就会与周围产生差异。把胶片放在适当位置使其在透过射线的作用下感光,经暗室处理后得到底片。底片上各点的黑化程度取决于射线照射量,由于缺陷部位和完好部位的投射射线强度不同,底片上相应部位就会出现黑度差异。底片上相邻区域的黑度差定为“对比度”。把底片放在观片灯光屏上借助透过光线观察,可以看到由对比度构成的不同形状的影象,评片人员据此判断缺陷情况并评价试件质量。
原理:超声波探伤是利用超声波(频率高于 20kHz 的机械波)探伤材料表层和内部缺陷的无损检验方法。对焊缝进行超声波探伤,是利用焊缝中的缺陷与正常组织具有不同的声阻抗,声波在不同声阻抗的异质界面上会产生反射的原理来发现缺陷的。
原理:铁磁性材料被磁化后,其内部产生很强的磁感应强度,磁力线密度增大几百倍到几千倍,如果材料中存在不连续性(包括缺陷造成的不连续性和结构、形状、材质等原因造成的不连续性),磁力线会发生畸变,部分磁力线有可能逸出材料表面,从空间穿过,形成漏磁场,漏磁场的局部磁极能够吸引磁粉,形成在合适光照下目视可见的磁痕,从而显示出不连续性的位置、形状和大小。
原理:零件表面被试涂含有荧光染料或着色染料的渗透液后,在毛细管作用下,经过一定时间,渗透液可以渗进表面开口的缺陷中;经过除零件表面多余的渗透液后,再在零件表面施涂显象剂,同样,在毛细管作用下,显象剂将吸引缺陷中保留的渗透液,渗透液回渗到显象剂中;在一定的光源下(紫外线光或白光),缺陷处的渗透液痕迹被显示(黄绿色荧光或鲜艳红色),从而探测出缺陷的形貌及分布状态。
